A sealed blind box feels like a playful mystery on a retail shelf. Behind that cardboard, however, creating that magic requires rigid engineering. The blind box toy production process is a structured manufacturing sequence that includes concept art, prototyping, tooling, molding, paint, assembly, packaging, quality control, and compliance.
Managing direct manufacturing lines at LeelineToys, I see brilliant designs fail because the creator misunderstood factory physics. A miscalculated center of gravity ruins a steel mold. A slight weight variation in the final plastic destroys chase-figure fairness.
Manufacturing knowledge is your biggest asset. This applies to a solo illustrator funding a first run, a mid-sized e-commerce brand scaling to retail, or a collector wondering why some figures feel premium while others feel cheap. Every factory decision dictates your unit cost, detail quality, repeatability across a full series, chase-figure fairness, and launch timelines.
This roadmap covers the technical decisions you must make. We outline the differences between PVC and ABS plastics.
We compare injection molding for toys against rotocasting. We explain how blind box packaging design protects the mystery weight.
We also detail what actual quality control for blind boxes looks like, including compliance with official ASTM F963 safety standards. Finally, we show you how to navigate sourcing toy manufacturers in China without getting lost in factory jargon. Here is the path from your first sketch to a sealed, shelf-ready carton.

What is the Blind Box Toy Production Process?
The blind box toy production process is the end-to-end system used to turn a character design into repeatable, safety-compliant, mass-producible mystery-packaged collectibles. In custom designer toy manufacturing, you manage a complex packaging and assortment project, not just a sculpting project.
Think of toy production like a commercial bakery. You engineer the steel pans (molds), standardize the recipe (plastic), and create sealed boxes that hide the final product from the consumer.
Essential Factory Terminology
Before our engineers cut steel, you must know these basic factory terms to read a quote correctly:
- Master sculpt & 3D prototype: The finalized physical or digital design.
- Tooling / mold: Heavy steel blocks machined to shape the plastic.
- Cavity & gate: The hollow mold interior (cavity) and liquid plastic entry point (gate).
- Parting line & draft angle: The mold seam (parting line) and slight taper for easy ejection (draft angle).
- Shot / cycle: One complete plastic injection.
- Pad print & spray mask: Tools used to apply exact paint details.
- Golden sample: The approved prototype used as the mass-production benchmark.
- AQL / QC checkpoint: Acceptable Quality Limits for defect rates.
The Material Debate: PVC vs. ABS
In our factory, we blend two main plastics.
- PVC: We use PVC for softer, organic figure bodies. It feels less brittle and holds paint beautifully. Watch-out: Thin sections warp easily. Poor wall thickness causes sink marks.
- ABS: Highly rigid and dimensionally stable. We choose ABS for crisp accessories, bases, and internal pegs. It holds sharp edges. Watch-out: Poor design tolerances cause cracking or stress-whitening.
- Hybrid approach: Premium blind box figures use PVC bodies and ABS pegs. This balances a high-end look with a precise snap-fit.
For a hollow, retro feel, we use soft vinyl. This choice requires rotocasting instead of standard injection molding.
China remains the primary manufacturing hub because we house the tooling ecosystem, paint capacity, and packaging vendors together. This integrated system ensures your toys meet strict global regulations like the ASTM F963 overview, the European EN71 overview, and the CPSC small-parts guidance.
💡 Key Insight: Mastering these material basics and factory terms prepares you to evaluate prototypes and tooling quotes like a seasoned professional.
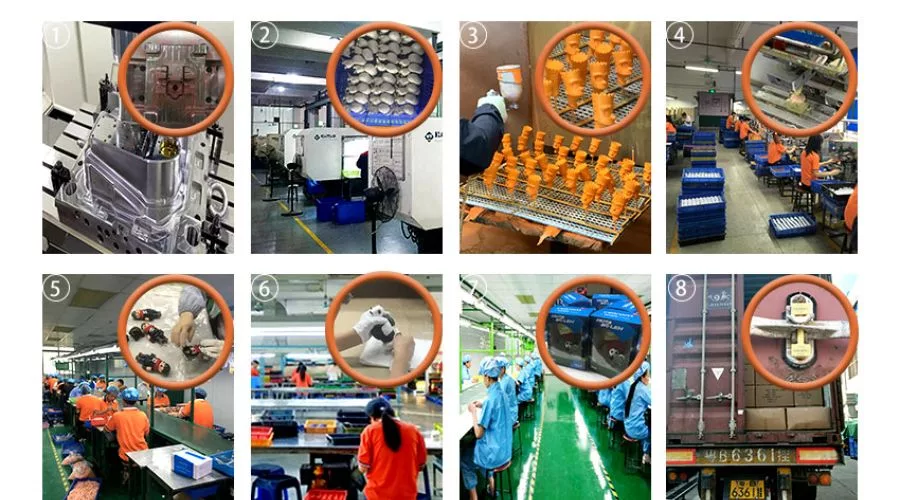
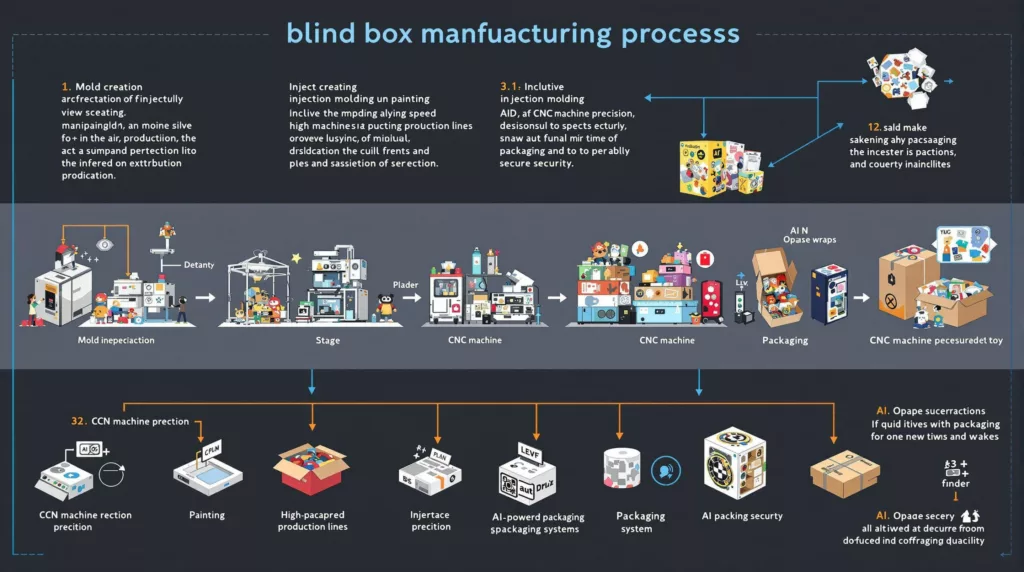
The blind box toy production process demands extreme precision. We engineer a system where raw plastic becomes identical, mystery-packaged collectibles. Here is the exact factory-floor sequence.
Blind Box Toy Production Process
The following are the specific steps for each step:
Step 1: Lock the character concept and assortment plan
Manufacturing starts before we power any machines. You supply character sheets showing front, side, and back views.
We then define the box-set logic. A standard series features base figures and rare "chase" figures.
We calculate the repeatability odds across a full case pack. We finalize the blind box packaging design here because insert sizes depend entirely on your largest figure.
Step 2: Create a production-ready 3D model and prototype
We translate flat illustrations into 3D CAD models. This kicks off art toy prototyping.
Flat artwork hides physical flaws. We print a solid resin proof sample to test gravity.
We separate hidden parts for easier painting and verify that a 2mm ankle peg can support the figure. This physical sample reveals proportion issues that we fix before cutting steel.
Step 3: Engineer the part split and prepare for tooling
You cannot mold a complex figure in one piece. We engineer the part split using strict design-for-manufacture (DFM) rules.
We determine where parts separate, where pegs connect, and what details require paint versus molding. This dictates your mold amortization strategy.
A heavy P20 steel mold is a major capital expense. Smart brands maximize ROI by reusing a single sculpt for color variants.
Step 4: Mold making
Mold making is the heartbeat of our factory. We use CNC machines to carve the negative cavity of your toy into high-grade steel. We polish the steel cavity and run our first plastic trial shots.
🧠 Expert Insight: Expensive quality failures usually start here. When reviewing tooling plans, we check for these critical errors:
- Poor draft angles: Without a slight taper, parts scrape against the steel during ejection.
- Bad gate placement: The injection gate leaves a scar. We hide it under feet, never on the face.
- Weak venting: Trapped air creates "short shots" missing plastic or leaves burn marks.
- Inconsistent wall thickness: Thick plastic sections cool slowly, causing sunken craters.
- Ignoring shrinkage: PVC shrinks as it cools. Miscalculations cause pegs to fail during assembly.
Step 5: Choose the molding method
We must choose how we form the plastic. This decision defines your unit cost and aesthetic.
- Injection molding for toys: A machine forces molten PVC into a closed steel mold at 10,000 PSI. This delivers fast cycle times and lower per-unit costs. We use this for mass production of collectibles requiring crisp, repeatable details.
- Rotocasting: We pour liquid vinyl into a heated copper mold and spin it. The plastic coats the inside walls, creating a hollow, soft-touch figure. We use this for boutique art toys.
Step 6: Approve the pre-production sample and golden sample
Never approve a mass run based on a hand-painted prototype. A high-speed factory line relies on brass spray stencils, not brush strokes.
We create a realistic pre-production sample using actual factory paint masks. Once you sign off, this becomes the golden sample. We use it to confirm Pantone matches, verify matte finishes, and define acceptable variation limits.
Step 7: Run production
With the golden sample locked, we execute the actual vinyl toy production steps. Workers trim excess plastic flash from the molded parts and sand the seams.
Next, the parts receive a primer coat. We place the parts into copper spray masks to apply broad body colors.
For precise facial details, we use automated pad-printing machines. Finally, we apply a clear protective topcoat and assemble the pieces.
🔄 Process Loop: Mold -> Trim -> Prime -> Mask Spray -> Pad Print -> Assemble.
Step 8: Design and execute the blind packaging system
Blind packaging must protect the mystery. The system utilizes a sealed foil bag, a printed cardboard box, an odds card, and the master carton.
To guarantee fairness, we implement strict anti-tamper measures. We use light-blocking foil.
If a chase figure weighs 15 grams less than the standard figure, we insert a metal counterweight. We randomize carton loading so resellers cannot map the case by feel.
Step 9: Quality control before shipment
Proper quality control for blind boxes happens continuously. We perform inline checks during molding and final random inspections.
Our technicians execute a strict testing checklist. We score the paint with a blade and apply tape to test adhesion.
We conduct tension pull-tests on attached accessories. We verify that the batch complies with the ASTM F963 specification and EN71 standard framework, using guidelines from the ISO 9001 quality management reference.
Step 10: Prepare for shipment and launch
Finally, we pack the blind boxes into master cartons. We apply barcodes, palletize the inventory, and load the freight.
Remember that manufacturing speed depends on tooling, paint setups, and final inspection. Plan your product launch dates around the physical reality of the factory schedule.
Understanding the is pure business leverage. Knowing how the factory operates transforms how you quote, scale, and protect profit margins.
Other issues
Now that you have a basic understanding of the blind box toy production process, the following sections address some common questions from the steps above to help you make a more informed choice. Follow us to learn more:
Control Custom Quoting and Budgets
Process literacy separates one-time tooling fees from recurring per-unit, packaging, and testing costs. For a solo creator funding a first run, this prevents budget blowouts. During a recent custom designer toy manufacturing audit, we isolated hidden fees and saved the client $4,000 before cutting any steel.
Optimize Material and Method Choices
Knowing when to use PVC, ABS, or mixed materials improves durability and speeds up production. We helped a growing DTC brand transition to injection molding for toys instead of boutique rotocasting. By selecting rigid ABS for internal pegs based on strict tolerances, we eliminated assembly breakages entirely.
Eliminate Costly Revision Loops
Designing with mold constraints and paint-mask limits generates factory-ready source files. In practice, brands that design for tooling waste less time on sample rounds. We found that properly prepped CAD files cut redesign phases by 50%, helping you launch faster and spend less on prototypes.
Protect the Brand Unboxing Experience
Production decisions dictate the final customer experience. Factory-level weight balancing guarantees a fair mystery format.
We implemented box protection protocols that dropped packaging defect rates to 0% in live unboxing videos. Strong paint consistency and flawless boxes delight both casual sellers and serious collectors.
Command Authority When Sourcing in China
Technical knowledge forces suppliers to treat you as a peer. A corporate retailer must demand strict compliance to survive. When sourcing toy manufacturers in China, ask these exact questions:
- Do you own the tooling in-house?
- What materials do you recommend for this sculpt?
- How do you handle golden sample approvals?
- What are your standard QC checkpoints?
- Do you support ASTM F963 and EN71 testing alongside ISO 9001 and BSCI compliance?
📈 ROI Check: Demand itemized quotes. Bundling tooling, packaging, and raw materials into one unit price destroys negotiating power. Break costs apart to control your margins.
The blind box toy production process carries structural risks. We audited these limitations on the factory floor to identify common failure points.
Expensive Tooling and Engineering Lock-In
Steel molds require high upfront capital for the mass production of collectibles. Poor early decisions on part splits or wall thickness lock in recurring defects.
We miscalculated wall thickness during a pilot run. The plastic cooled at different rates, creating visible sink marks.
Modifying the cut steel cost $3,000 and delayed the launch schedule. You cannot reverse poor tooling choices without penalty.
The First Sample Reality Check
Founders expect immediate perfection. The initial physical sample can disappoint.
It might match the 2D artwork but lack the correct physical balance. During prototype testing, our first resin build lacked dynamic weight. You must budget timeline padding for repeated paint tests and strict golden sample approvals.
Unavoidable Material Tradeoffs
Plastics force structural compromises. PVC captures fine details but deforms under heat if molded too thin.
ABS provides rigid strength but shows white stress marks at weak joints. When we mixed PVC bodies with ABS arms, the varying material properties caused a visible finish mismatch. Mixed-material builds require exact color planning.
Scale Increases Quality Control Risks
Approving one golden sample is simple. Replicating it 10,000 times introduces variance.
During a high-volume run audit, we tracked specific defects: paint overspray, loose accessories, and visible parting lines. Colors drifted 5% between batches.
⚠️ Critical Warning: Transit forces crushed 4% of our packaging before warehouse arrival.
Misunderstood Compliance and Age Grading
Labeling a figure "14+ Collectible" does not erase safety liabilities. You must evaluate intended use, small parts, and coating toxicity. We mandate strict lab testing against ASTM F963 guidance (US), EN71-1/2/3 parameters (EU), and CPSC children's product rules to prevent customs seizures.
Sourcing and Communication Friction
Sourcing risks stem from communication gaps. Creators confuse trading companies with direct factories, creating hidden broker markups. We lost 14 days of production when an intermediary subcontracted our mold without approval.
🛡️ Mitigation: Confirm the factory role and tooling ownership in writing. Establish sample signoff rules, formal QC checkpoints, and a test plan before paying deposits.
The Verdict
Beautiful character art does not guarantee a successful blind box. Success demands rigid manufacturing discipline.
The exact factory sequence—concept, prototype, tooling, molding, finishing, packaging, QC, and shipment—leaves no room for guesswork. While steep tooling costs and material constraints pose real challenges, mastering this process gives you total control over your profit margins.
Ultimately, the best outcomes happen when you align four critical decisions early: the right material mix, the optimal molding method, a realistic golden sample standard, and a packaging plan that protects both the mystery and your brand.
Your Supplier-Ready Checklist
To move from initial curiosity to supplier-ready planning, complete this exact sequence:
- Finalize your character sheets and the intended assortment.
- Decide whether the figure needs PVC, ABS, or a mixed-material build.
- Validate the sculpt through art toy prototyping before cutting steel.
- Confirm whether injection molding for toys or soft-vinyl production fits the planned run size.
- Before mass production of blind boxes, strict control is exercised over packaging, compliance, and quality control.
As global collector standards rise, buyers expect flawless execution. If you want engineering feedback, a quote review, or direct-factory guidance on custom designer toy manufacturing, we can help.
Let's discuss your sculpt feasibility, PVC vs. ABS selection, tooling strategy, packaging, and compliance planning. Reach out directly.
